KOVOOBRÁBĚCÍ STROJE
Obrábění je technologický proces, kterým se vytváří požadovaný tvar obráběného předmětu (obrobku), v daných rozměrech a v daném stupni přesnosti, a to odebíráním materiálu. Tím se liší od jiných technologií, například dělení materiálu, tváření nebo odlévání. Starší postupy ručního obrábění ustupují v moderní době strojnímu obrábění.
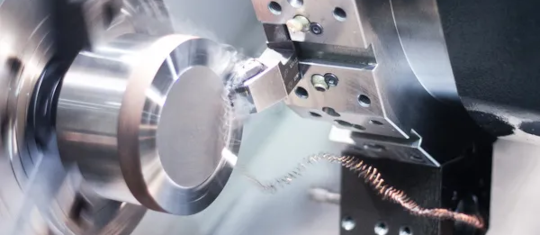
Frézování. Chladicí kapalina umožní použití vyšších řezných rychlostí
Číslicově řízené souřadnicové frézovací centrum
Soutružení velkého obrobku
Stolní hrotový soustruh pro domácí dílnu
Bruska na plocho s elektromagnetickým upínáním obrobku (detail vpravo nahoře)
- tradiční
- ruční obrábění
- třískové mechanické obrábění
- řezání
- netradiční nebo nekonvenční obráběni:
- elektrojiskrové
- chemické
- světelným paprskem - laserem
- vysokotlakým proudem vody
Ruční obrábění
- Pilování – ruční obrábění, kdy se používá pilníků různých délek, tvarů a hrubostí.
- Zaškrabávání – ruční obrábění, při němž se škrabákem dosahuje co nejkvalitnějšího povrchu obráběné plochy (nikoliv drsnosti, ale geometrické kvality). Pro výsledné vlastnosti se někdy používá na vodících plochách obráběcích strojů.
Třískové obrábění
Břit nástroje vniká do materiálu a odděluje od něj třísky. Základem obrábění je teorie vzniku třísky. Přitom rozlišujeme několik pohybů:
- Pohyb do řezu (hlavní pohyb), kterým se odebírá tříska; např. u soustruhu jej vykonává obrobek, u frézky nástroj.
- Pohyb do záběru čili posuv (vedlejší pohyb) je k němu zpravidla kolmý a nástroj se jím posouvá na jiná místa povrchu obrobku. Posuv může být podélný a příčný, plynulý nebo přerušovaný.
- Přísuv je obvykle kolmý k obráběnému povrchu a nastavuje hloubku řezu.
Hlavní druhy třískového obrábění
- Soustružení – obrobek rotuje a nůž se posouvá po jeho povrchu (strojním nebo ručním posuvem).
- Frézování – nástroj (fréza) rotuje a upnutý obrobek se posouvá k nástroji.
- Vrtání - nástroj (vrták) se otáčí a posouvá se k obrobku. Vrtat se může i na soustruhu, kdy se vrták upne do koníku stroje. Viz obrázek
- Vystružování je dokončovací operace, která následuje po vrtání (nebo vyhrubování), když je třeba docílit přesný rozměr díry a zároveň kvalitní povrch. Nástroj – výstružník se posouvá k obrobku. Díra musí být předvrtána s relativně malým přesahem, několika desetin mm.
- Řezání – se ve strojírenské výrobě používá většinou pro dělení dlouhých pásovin, kulatin a jiných profilových tyčí na požadovanou délku (s ponecháním přídavku na další obrábění). Dnes se většinou používá pásová pila.
- Hoblování – obrábění rovinných ploch, obrobek je upnut a vykonává hlavní řezný pohyb, nůž vykonává posuv a přísuv, v současnosti se používá jen ojediněle (např. upínací stoly některých obráběcích strojů se hoblují).
- Obrážení – obrábění ploch, obrobek je upnut a hlavní řezný pohyb vykonává nástroj. Používá se například pro výrobu ozubených kol.
- Broušení je odebírání materiálu nástrojem s množstvím nahodile orientovaných břitů.Superfinišování – používá se pro dosažení co nejlepší drsnosti povrchu u rotačních součástí, za pomocí vibrujícího nástroje
- Na kulato – používá se pro výrobu rotačních součástí o vysoké přesnosti. Obrobek, většinou upnut mezi hroty ve středících důlcích, se pomalu otáčí. K němu se přisouvá brusný kotouč o vysokých otáčkách. Brousí se předem osoustružené povrchy, při ponechání přídavku několik desetin mm. Patří sem i broušení otvorů.
- Na plocho – používá se pro výrobu rovinných, někdy i tvarových ploch. Obrobek je upnut a vykonává pomalý přímočarý vratný pohyb. K němu se přisouvá brusný kotouč, který se otáčí vysokým počtem otáček.
- Lapování – Používají se při něm jemné brusné lapovací pasty, pro dosažení kvalitní jemné drsnosti povrchu.
- Honování - Dokončovací obrábění vnitřních nebo vnějších povrchů válcových součástí.
Jiné druhy obrábění
Princip elektrojiskrového řezání
Elektrojiskrové obrábění
Také elektroerozivní obrábění, zkratka EDM (z anglického Electric Discharge Machining) je technologie, při níž odběr materiálu působí drobné elektrické výboje mezi obráběcí elektrodou a obrobkem v prostředí kapalného dielektrika. Přerušovaný výboj zajišťuje pulzní zdroj proudu s intenzitou až desítek ampér a odebraný materiál je třeba odplavovat proudem dielektrika. Obrobek může být libovolně tvrdý kov, ale i další materiály. Podmínkou je, že materiál musí být elektricky vodivý. Hlavní metody jsou:
- Elektrojiskrové řezání, při němž je elektrodou tenký, obvykle mosazný drát. Drát se pomalu odvíjí a protože stroj je přesně řízen CNC, může v materiálu vyřezávat téměř libovolné tvary, včetně zkosených stěn.
- Elektrojiskrové hloubení, při němž se měděná nebo grafitová elektroda výboji jakoby zabořuje do obrobku, až v něm vytvoří přesnou negativní kopii. Užívá se zejména pro výrobu vstřikovacích forem na umělé hmoty a je dnes jednou z nejpoužívanějších technologií.
Řezání laserem
Odběr materiálu působí úzký svazek laserového záření o vysoké hustotě energie (příkon typicky několik kW). Odebíraný materiál se přitom taví a vyfukuje, pálí nebo sublimuje. Užívá se k přesnému řezání a vyřezávání kovů i jiných materiálů, umožňuje však na stejném stroji i jednostranný odběr materiálu, například gravírování. U oceli a železa lze řezat plechy až do 50 mm tloušťky, rychlost řezu až 10 m/min, u plechů pod 1 mm až 250 m/min. Šířka řezu u tenkých plechů 0,1 - 0,8 mm. Přesnost řezání je zhruba 0,05 - 0,5 mm, řez je velmi čistý, takže částo nevyžaduje další obrábění. Laserové řezání rozlišujeme vláknové (fiber) nebo CO2.
Řezání vodou o vysokém tlaku
Tenký proud vody působí podobně jako paprsek laseru a protože stroj je také řízen počítačem, může vyřezávat téměř libovolné tvary.
Chemické obrábění
Spočívá v chemickém odběru materiálu, například leptáním.
Reference
- ↑ Řasa - Gabriel, Strojírenská technologie 2/2, str. 53n.
- ↑ Řasa - Gabriel, Strojírenská technologie 3/1.
Pod pojmem obráběcí stroj se rozumí specializovaný stroj zkonstruovaný pro třískové obrábění materiálu. Nejrozšířenější jsou obráběcí stroje na kovy, za nimi následují obráběcí stroje na dřevo, sklo, umělé hmoty, keramiku a další materiály. Důležitým znakem obráběcího stroje je třískové obrábění, z čehož vyplývá, že mezi obráběcí stroje nepatří všechny tvářecí stroje (kupř. lisy, buchary, válcovací stolice a ohýbačky) dále pak i stroje jako ohraňovačky, strojní nůžky, leštičky, lapovací a (super) finišovací stroje apod.
Původně se obráběcí stroje rozdělovaly podle hlavního řezného pohybu na stroje s pohybem a.) přímočarým (hoblovky, protahovačky, …), a b.) otáčivým (soustruhy, vrtačky, vyvrtávačky, frézky, brusky). Protože však existují obráběcí stroje, u nichž nelze jednoznačně určit, který z těchto pohybů je hlavní (typické jsou honovačky), bylo toto prvotní třídění strojů opuštěno a obráběcí stroje se nadále dělí na univerzální, speciální a jednoúčelové.
Univerzální obráběcí stroje jsou ty, u nichž je možné obrábět obrobky různých druhů a rozměrů různými operacemi. Typickým univerzálním strojem je vodorovná vyvrtávačka, na níž je možné provádět řadu základních operací (vrtání, vyvrtávání, frézování, obtáčecí soustružení, řezání závitů, a s pomocí přídavných pomůcek a zařízení i protahování či obrážení). U některých obráběcích strojů zařazené do skupiny univerzální je počet realizovatelných operací menší – např. u konzolové frézky jde vždy jen frézování, nicméně volbou nástrojů a polohovacích přípravků může mít výsledný produkt dost složitý tvar. Ještě méně operací umí nepostradatelný obráběcí stroj – vrtačka.
Speciální obráběcí stroje jsou ty, na kterých se obrábějí jedinou operací plochy stejného druhu na obrobcích různých druhů a velikostí. Patří mezi ně např. stroje na výrobu ozubení.
Jednoúčelové obráběcí stroje jsou určeny pro stále stejné operace na stále stejném obrobku. Jsou určeny pro hromadnou výrobu nebo pro úzce specializované technologie (např. vrtání hlavní ať kanónů nebo ručních zbraní)
CNC stroje jsou počítačem řízené moderní stroje na obrábění kovů, dřeva a jiných materiálů.
Obráběcí centra jsou 4 a více osé stroje, ve kterých je možné vyrábět produkty všech možných tvarů.
Kategorizace obráběcích strojů
- Soustruhy
- hrotové
- čelní (lícní)
- svislé (karusely)
- revolverové
- vícevřetenové
- podtáčecí (pro výrobu nástrojů)
- Vrtačky
- stolní
- sloupové
- stojanové
- ruční
- Vyvrtávačky
- vodorovné
- stolové
- s příčným stolem
- deskové
- jemné
- Frézky
- konzolové
- portálové
- univerzální
- rovinné
- kopírovací
- na závity
- speciální
- drážkovací
- Pily na kov
- přímočaré
- okružní
- pásové
- ruční
- Obrážečky
- vodorovné
- svislé
- na ozubení
- Brusky
- hrotové
- na díry
- bezhroté
- rovinné
- nástrojařské
- pro tvarové broušení
- na rozbrušování materiálu (tzv.rozbrušovačky)
- Stroje na výrobu ozubení
- pracující s tvarovým nástrojem
- kopírovací
- odvalovací
- obrážečky pracující s hřebenovým nožem
- obrážečky pracující s kotoučovým nožem
- odvalovací frézky
- odvalovací brusky
- frézky na zakřivené ozubení kuželových kol
- ševingovací stroje
Frézování
Tento článek není dostatečně ozdrojován a může tedy obsahovat informace, které je třeba ověřit.
Jste-li s popisovaným předmětem seznámeni, pomozte doložit uvedená tvrzení doplněním referencí na věrohodné zdroje.
Frézování čelního ozubení pomocí odvalovací frézy
Frézování kovů je strojní třískové obrábění kovů vícebřitým nástrojem. Hlavní pohyb (rotační) koná nástroj a vedlejší pohyb (přísuv, posuv) obrobek. Klasicky probíhá ve třech osách, ve více než třech osách pracují více-osá obráběcí centra. Frézovací stroj se nazývá frézka, frézovací nástroj fréza. Frézování se dělí na sousledné, kdy se nástroj otáčí ve směru pohybu stolu s obrobkem a nesousledné, kdy je tomu opačně. Dnes se na moderních CNC strojích používá téměř výhradně sousledné frézování, protože přináší delší trvanlivost nástroje. Naopak u starších strojů, u kterých se nepoužívají kuličkove šrouby k ovládání posuvú, se musí vždy použít posuv nesousledný.Jako ve všech odvětvích, tak i v oblasti třískového obrábění neustále dochází k inovacím, a to jak z hlediska hardware (stroje a nástroje), tak v oblasti software (CAM systémy), a pro zvyšování produktivity a tím schopnosti konkurovat je zapotřebí tento vývoj sledovat.Jednou z největších inovací v poslední době je tzv. Adaptivní obrábění. Jedná se o výpočet dráhy takovým způsobem, aby bylo dosaženo maximálně možného zatížení nástroje a nástroj přitom nebyl nikdy přetížen. Tato dráha je vypočítána speciálním výpočtem, který již není možné dosáhnout běžným způsobem. Navíc tato technologie nabízí i použití "Redukce kroku", čímž je optimalizována výsledná drsnost povrchu.Adaptivní obrábění zajistí odebrání co nejvíce materiálu v co nejkratším čase při zajištění maximální bezpečnosti obráběcího procesu, a to vše s optimalizací drsnosti výsledného povrchu připraveného pro dokončovací způsoby obrábění.Tato změna zůstává na dlouhou dobu nejvýznamnějším přínosem pro zvýšení produktivity a bezpečnosti třískového obrábění, konkrétně frézování.
Historie frézování
Frézování se užívalo dříve než soustružení. První použitelné stroje na frézování byly zkonstruovány začátkem 18. století. Současnou podoby získaly až koncem 19. století.
Válcové frézy
Při frézování válcovou frézou řeže fréza zuby po obvodě, při čelním frézování řeže současně zuby po obvodě a na čele.